Дробеметная установка проходного типа для наружной очистки труб
Общие сведения:
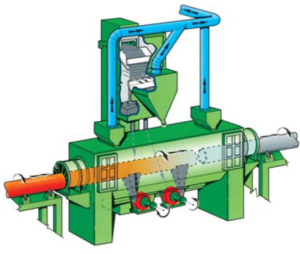
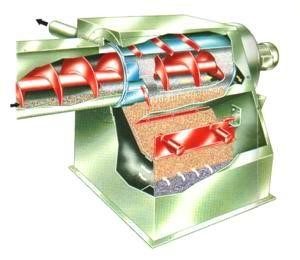
Дробеметная установка проходного типа с конвейером, предназначена для обработки наружной поверхности труб диаметром от 81 до 150 мм. Непрерывная очистка поверхности труб, круглых профилей и других изделий цилиндрической формы различного типа абразивными материалами от загрязнений, ржавчины и окалины. Облегчение и ускорение процесса резки и сварки стальных заготовок с очищенной поверхностью. Многократное увеличение срока службы защитных покрытий поверхности (например, краски, эмалей). Улучшение структуры поверхности обрабатываемых заготовок. Обрабатываемые заготовки движутся через установку по коническому роликовому конвейеру или по конвейеру с наклонно поставленными роликами. Такая форма конвейера одновременно обеспечивает вращательное движение заготовок при прохождении через установку, что является необходимым условием для равномерной обработки поверхности изделия. Специальная конструкция конвейера обеспечивает поступательное движение трубы в рабочую камеру с регулируемой скоростью, одновременно придавая трубе осевое вращение, таким образом, вся поверхность обрабатывается за один проход. Как только заготовка пройдет через входное отверстие дробеметной камеры, автоматически, с определенной задержкой открываются затворы абразива и начинается его подача на турбины так, чтобы изделие было обработано равномерно и тщательно. Турбины, изготовленные из износостойких материалов, расположены перпендикулярно к направлению поступательного движения заготовки, обеспечивают эффективную обработку изделия. Дробеметная камера защищена износостойкими щитами из марганцовистой стали. Входная и выходная секции дробеметной камеры оснащены серией резиновых занавесок, препятствующих выбросу абразива из камеры в процессе работы. Отработанный загрязненный абразив падает через сборную воронку дробеметной камеры на винтовой конвейер, ведущий к ковшовому элеватору, который поднимает абразив к системе очистки, где происходит отделение пригодного для возврата абразива от грубых и мелких частиц. Очищенный абразив попадает в бункер, из которого с помощью дозировочного вентиля снова возвращается к турбинам. После выхода обработанного изделия из рабочей зоны процесс дробеметной очистки автоматически приостанавливается, если на входе в дробеметную камеру не появится очередная заготовка. Данное оборудование является высокоинтегрированной, механизированной и автоматизированной системой. В оборудовании применены современные технологии фильтрации, которые позволяют исключить загрязнение окружающей среды, высокая автоматизация дает возможность качественно производить обработку изделий, а также снизить расход абразива. Дробеметная установка проходного типа с конвейером, благодаря надежной системе герметизации дробеметной камеры, позволяет производить погрузку/разгрузку заготовок во время работы. Установку можно совместить с камерой предварительной сушки, автоматической камерой окраски и сушильным туннелем и установить в высокопроизводительную линию для нанесения антикоррозийного покрытия.
Основные технические характеристики:
| Конвейер роликовой системы | Допустимая нагрузка | 100кг/м | ||
|
Скорость передачи (бесступенчатое регулирование) |
Скорость транспортировки: 1~5м/мин | |||
| Мощность | 1.1 кВт | |||
| Размер обрабатываемой заготовки |
Труба стальная |
Диаметр | Ø80~150 мм | |
| Длина | 2500~8000мм | |||
| Толщина | 2~12мм | |||
| Средняя производительность дробеметной установки | 1.5м/мин | |||
| Уровень шума | ≤80dB | |||
| Степень загрязнения воздуха | ≤1 мг/м³ | |||
| Поверхность заготовки после очистки | Класс A-B Sa2.5 | |||
| Шероховатость поверхности | Ra12.5~50μm (определение по размеру дроби) | |||
| Абразив | Твердость | HRC45 | ||
| Зернистость | Ø0,8~2,5 мм | |||
| Объем рециркуляции | 1000 кг | |||
| Вырабатываемый объем | 2 кг/ч | |||
| Дробеметные аппараты | Количество | 1 шт. | ||
| Производительность | 1х200 кг/мин | |||
| Скорость обработки | 80м/сек | |||
| Мощность | 1х11кВт | |||
| Ковшовый элеватор | Грузоподъемность | 15 т/час | ||
| Мощность | 1,5 кВт | |||
| Сепаратор абразива | Производительность | 15 т/час | ||
| Скорость потока | 4~5м/сек | |||
| Винтовой конвейер | Производительность | 15 т/час | ||
| Мощность | 1,5 кВт | |||
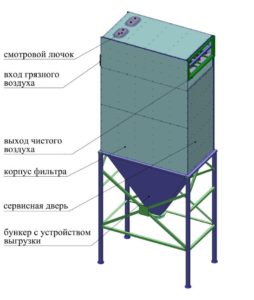
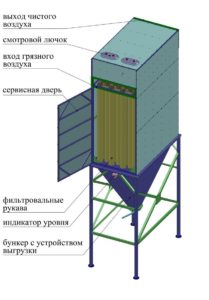
| Система пылеудаления | Пылеуловитель | Тип | Фильтр картриджный | |
| Производительность | 4000-6000 м3/час | |||
| Эффективность | 99% | |||
| Центробежный вентилятор | Тип | |||
| Производительность | 5000м3/час | |||
| Давление | 9060Па | |||
| Мощность | 5 кВт | |||
| Общая производительность | 4000-6000 м3/час | |||
| Сжатый воздух | Расход | 0.3~0.5м3/мин | ||
| Давление | 0.4~0.6мПа | |||
| Электропитание | 3-фазное, переменный ток, 380В±15%, 50Гц | |||
| Общая мощность | 25 кВт | |||
| Габаритные размеры, (Д×Ш×В) | 18000×2500×3500 (заглубление 500) мм | |||

Корпус дробеметной камеры. Сварной корпус из стальных профилей и листов, сваренных в единое целое. Внутренние стены дробеметной камеры защищены от воздействия абразива футеровкой из сменных плит, изготовленных из марганцовистой стали.
Входная и выходная секции камеры. Обе секции служат для задержки абразива в процессе обработки. Они оснащены серией резиновых занавесок, препятствующих выбросу абразива из камеры в процессе работы. Нижняя воронкообразная часть обеспечивает сбор абразива и его транспортировку в винтовой конвейер. Для наблюдения за присутствием заготовки при обработке предусмотрен датчик. Импульс от датчика управляет непосредственно ходом дозировочных клапанов абразива.
Винтовой конвейер. Служит для транспортирования абразива из дробеметной камеры к ковшовому элеватору и далее к сепаратору абразива. Винтовой конвейер приводится в движение электродвигателем с редуктором. Вращающиеся части конвейера имеют двойную защиту. Винт конвейера изготовлен из марганцовистой стали и имеет прогрессивный шаг. Такое исполнение обеспечивает надежную работу винтового конвейера без риска перегрузки, а также увеличивает срок его службы.
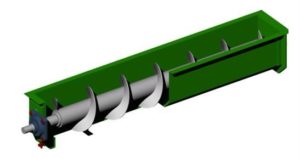
В нижней части винтового конвейера находится разгрузочная дверца. В случае блокировки винта необходимо открыть дверцу и удалить абразив. На ведомом валу винтового конвейера находится рабочее колесо, определяющее состояние винтового конвейера.
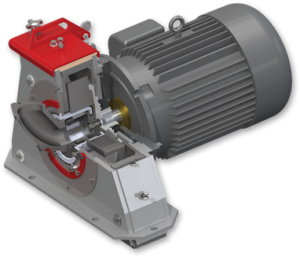
Дробеметные аппараты. Каждый аппарат помимо рабочего колеса имеет 8 штук лопастей (турбина), центральное устройство для предварительного ускорения абразива (импеллер), а также внешнюю регулировку эпюра попадания дроби. Каждая турбина помещена в корпус, футерованный стойким к истиранию материалом. Турбины статически и динамически уравновешены (сбалансированы). Все детали турбин, подверженные ускоренному износу, изготовлены из высоколегированного чугуна, устойчивого к истиранию. Подшипники рассчитаны на высокую нагрузку.

Ковшовый элеватор. Обеспечивает подъем отработанного абразива к сепаратору. Элеватор оснащен устройством для натяжения ленты. Лента элеватора изготовлена из специальной стойкой к истиранию резины с текстильной прокладкой, черпаки изготовлены из полимерного материала, стойкого к истиранию. Электропривод обеспечивается через верхнюю головку двумя электродвигателями с редуктором. За исправностью хода элеватора следит датчик, способный автоматически остановить дробеметную установку в случае дефекта.

Элеватор сварен, после гибки и формовки, по бокам находятся смотровые отверстия для обслуживания и замены ковшей. На боковой и передней поверхностях нижнего корпуса установлены съемные дверцы, для обслуживания нижней трансмиссии и устранения абразивной закупорки. Разгрузка абразива с использованием центробежного усилия. Во время эксплуатации ковши, закрепленные на ленте транспортера, вычищают абразив и переносят его в верхнюю часть элеватора, затем разгружают его, используя центробежное усилие. Элеватор содержит механизм предупреждения обратного хода, для предотвращения обратного вращения в случае внезапного отключения энергии. Двойной ряд ковшей повышает производительность и предупреждает неправильное положение ленты. На нижнем валу элеватора находится рабочее колесо, определяющее состояние элеватора.
Сепаратор абразива. Процесс очистки абразива : гравитационное отделение мелких и пылевых частиц с помощью воздушного сепаратора. Грубые частицы падают по шлангам в сборные полимерные мешки, помещенные на полу под сепаратором абразива. Воздух, несущий частицы пыли отсасывается к фильтру, где тщательно очищается. Надежно действующая система очистки абразива является гарантией высокой эффективности процесса очистки, а также очень важной профилактической защитой установки от преждевременного износа. Бункер абразива расположен в верхней части установки, между сепаратором абразива и дробеметными аппаратами. Уровень абразива в бункере контролируется датчиком — реле уровня, которое управляет ходом транспортных конвейеров так, чтобы не произошло переполнения бункера и сепаратора.
Затворы абразива. Пневматический затвор: корпус затвора (дозатора) изготовлен из стального листа. Механизмом затвора управляет двухтактный пневматический цилиндр с плавно регулируемым упором, который позволяет точно задавать количество абразива, подаваемого на дробеметные аппараты. Управление обеспечивает электромагнитный вентиль. Механический ручной затвор: перед каждым пневматическим затвором имеется ручной механический затвор, который позволяет прекратить подачу абразива в случае ремонта или замены пневматического затвора. Абразив падает на турбины через резиновые шланги, закрепленные стальными спиралями.
Электрооборудование. Шкаф с аппаратурой управления находится сбоку установки (может стоять и самостоятельно), степень защиты IP54. Он служит для управления установкой, включая пневматическое оборудование. Позволяет прямое включение электродвигателей. Содержит все элементы, необходимые для управления и обеспечения надежной эксплуатации установки. На пульте находятся кнопки управления, сигнализация хода работы и дефектов отдельных узлов, амперметры для контроля работы турбин и аварийный выключатель.
Пневматическое оборудование.
Состоит из следующих элементов:
— Регулятор давления воздуха с манометром.
— Электромагнитные вентили.
— Пневматические цилиндры со шлангами.
— Блоки управления, они служат для комплексного управления пневматическими элементами всей установки.
Система пылеудаления. Рукавные фильтры с импульсной продувкой предназначены для очистки воздуха от любых мелкодисперсных и сухих не слипающихся пылей. Фильтры имеют встроенный механизм регенерации импульсной продувкой сжатым воздухом. Фильтрующим элементом являются рукава на металлических каркасах. Запыленный воздух поступает в рукавный фильтр по воздуховоду через патрубок в камеру «запыленного» воздуха, проходит через рукава, при этом частицы пыли задерживаются на их наружной поверхности, а очищенный воздух поступает в камеру «чистого» воздуха и отводится из фильтра. К камере «запыленного» воздуха подключен ресивер сжатого воздуха с электромагнитными клапанами. Воздух из ресивера через электромагнитные клапаны поступает в продувочные трубы. Регенерация запыленных рукавов в рукавном фильтре осуществляется импульсом сжатого воздуха. Пыль, отряхиваемая с рукавов, осыпается в бункер и через устройство выгрузки удаляется из фильтра. Оригинальное «сотовое» расположение рукавов в корпусе фильтра, позволяющее плотнее упаковать рукава и получить фильтр большей производительности при меньших габаритах. Формирование импульса сжатого воздуха для регенерации рукавов осуществляется соленоидными клапанами импортного производства. Клапаны характеризуются длительным сроком службы. Направление запыленного воздуха внутри фильтра происходит сверху вниз, что снижает пылевую нагрузку на фильтровальную ткань, уменьшает риск налипания пыли на рукава и облегчает их регенерацию. Обслуживание фильтра сбоку (не требуется место над фильтром). Большая удобная сервисная дверь облегчает контроль состояния камеры запыленного воздуха и фильтровальных рукавов, а также обеспечивает легкую чистку фильтра и замену рукавов. Направление выходного отверстия оптимально подбирается в зависимости от требований потребителя. К фильтру, вентилятор, как правило, подключается с помощью воздуховода из стального листа. Сечение воздуховода подбирается с учетом обеспечения скорости потока воздуха в диапазоне 10~20 м/сек. Корпус фильтра изготовлен из стальных профилей и листовой стали. Пылевые отходы автоматически выхлапываются через механические заслонки с противовесом в пластовые мешки, в которых затем ликвидируются. Содержание пыли на выходе: не более 1 мг/м3.